
Nukor Installs Hildebrand-Brunner Kiln at RF Gevers
RF Gevers is on an unwavering quest for improved recovery
“I believe we are one of the most advanced semi-automated sawmills in southern Africa,” remarks RF Gevers’ operations director Kelvin Bland. The commissioning of two new kilns rounds off several years of intensive research, upgrades and at times “unorthodox” refining of the mill’s logyard, wetmill drying throughput.
RF Gevers participates in the Crickmay & Associates performance benchmarking programme to monitor its progress. It received the Intermill Comparison annual Productivity Improvement Award twice and is a regular on the runners-up list, including 2021 and 2022. Bland attributes the softwood
mill’s productivity improvements to an intrinsic knowledge and understanding of sawmilling. “I have
never forgotten Don Priest’s warning when I completed my saw doctor qualification in 1998: ‘A sawmill is a thousand things going wrong at the same time’. How right he was”.
Bland has a maverick attitude when it comes to the role of sawmill managers. “You can’t spend time in meetings that do not add value. I believe sawmill managers must be hands-on, receiving and analysing real-time production data and communicating with machine and maintenance services operators. A good sawmiller feels the sawmill. You cannot sit in an office all day.” The sawmill processes a mix of Pinus elliotti and Pinus patula sawlogs into various grades of structural clears and semi-clears. The logs are currently sourced from seven suppliers in different locations, some up to 200km away.
RF Gevers’ increasing wetmill throughput is a direct consequence of standardised stacking of optimised boards. Each log is scanned to determine the best fibre recovery and minimum waste cutting pattern. Sensors and cameras in the wetmill track the logs as they enter the Braun and EWD framesaw and Mill Industries bandsaw lines.
The data network provides accurate information on production processes, predictive maintenance and recovery.
“Relatively small changes make substantial productivity improvements,” Bland comments. “For instance, we built and installed a 40 tonnes scissor-lift stacking system that increased production by 15%. Importantly, we did not lay off any staff despite the automation.”
Increased recovery and standardised stacking shifted focus from the wetmill to inefficiencies in the drying section. It was time for a new kiln to replace a 40-year-old brick kiln with a leaking storm-damaged roof.
Bland consulted several kiln manufacturers and their local representatives before opting for the Brunner-Hildebrand HTR100 dry kilns supplied and supported by Nukor. He made the unorthodox decision to invest in the lower temperature kilns fitted with high-pressure moisture jets.
He explains that the stack’s outer boards cool down when a high-temperature kiln stops during its cycle. When drying resumes, it takes a while before the climate in the kiln reaches optimal conditions, and the process increases the possibility of drying defects and recovery loss.
Two Brunner-Hildebrand HTR100 humidification kilns were installed. They have flow controls and additional booster coils that ensure efficient heating during timber drying by eliminating dead heat areas.
“The kilns are well designed and constructed, and the technical and mechanical support from Nukor and the manufacturer were excellent,” says Bland. “I am impressed by Brunner-Hildebrand’s new B-Vector controller.

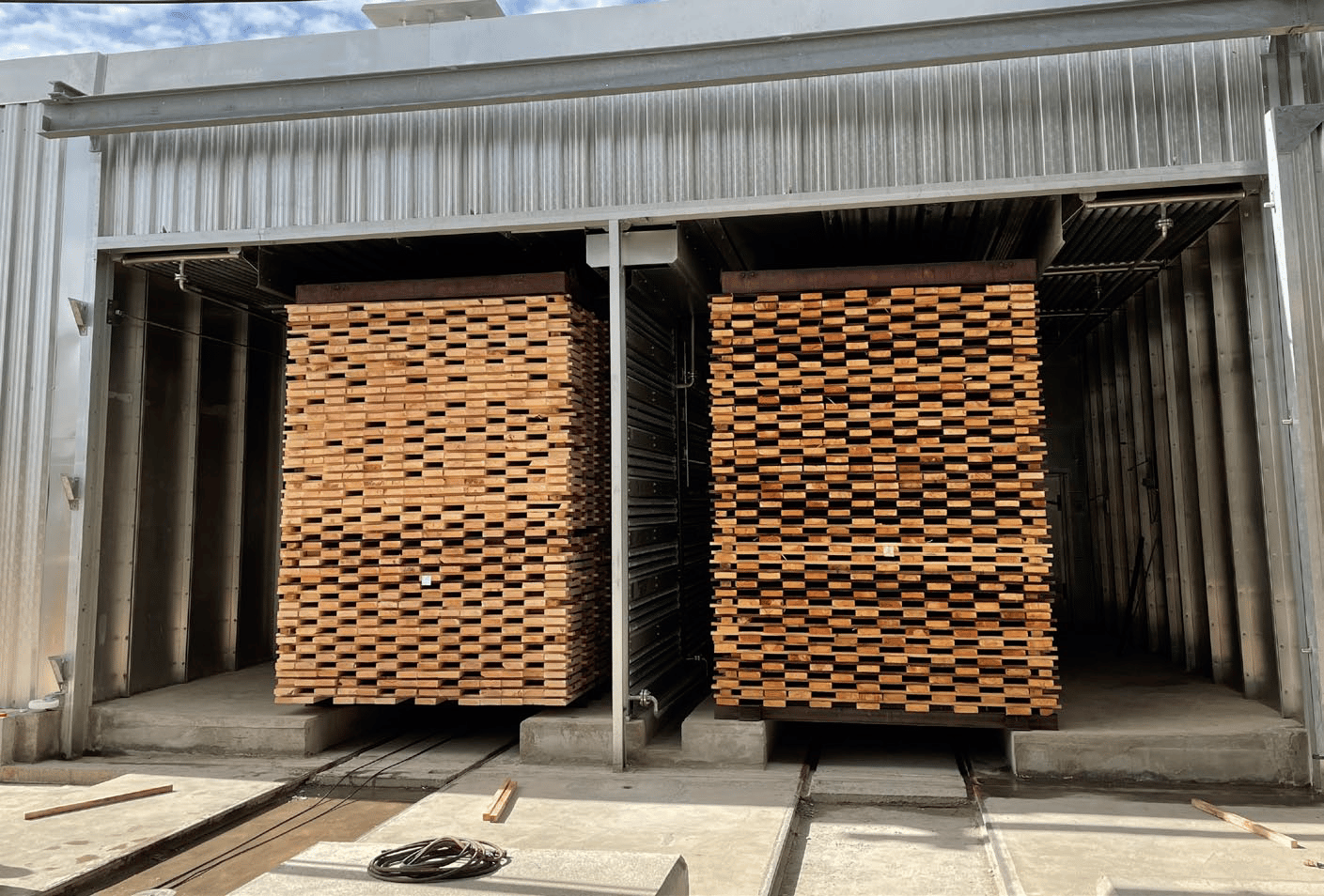
The first load enters the new Brunner-Hildebrand kiln.
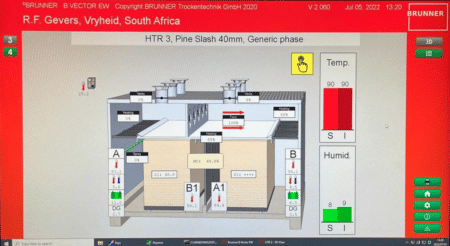
Kelvin Bland is impressed with the easy-to-use B-Vector controller software.
The software is very user-friendly, and the high-pressure moisture system lets us adjust settings mid-schedule without stopping or affecting the drying process. “We are happy with the quality of the products exiting the kilns. Despite drying the timber at 90°C, which is 25°C lower than the drying temperature of our Windsor and Bollman kilns, the drying time is reduced from three to two and a half days, with fantastic results.”
The additional capacity increases RF Gevers’ production choices and
market opportunities. The floods in KZN and Durban earlier this year affected several clients who cancelled standing orders because of stock, structural and infrastructure damage. It has taken them a while to come back on stream; however, Bland says business is back to normal. RF Gevers has partnered with Schneider and invested in a solar grid-tied energy-generating plant with a backup generator on standby. has drastically cut its energy consumption costs by using its waste to power the plant. The next phase of the RF Gevers unrelenting
HTR100 low-temperature high-pressure Brunner-Hildebrand dry kilns
The double-track fully aluminium kilns have stainless steel heating systems in both plenums and booster heating between the tracks. The booster system facilitates heat transfer at low temperatures, which dries the timber in less time than hightemperature schedules. Individual heat control valves make the kilns highly energy efficient. The HTR100’s high-pressure 100-bar water spraying system
reduces moisture variations between timber species in the stack and the initial moisture content.
It accurately controls the kiln climate without overshooting the required temperature while saving energy, water treatment and boiler maintenance. The state-of-the-art kilns feature the manufacturer’s latest B-Vector controller. The kiln operator can choose between time-dependent or wood moisture-dependent drying schedules or apply a combination of both. Brunner-Hildebrand recently introduced the innovative Hildebrand Weight Precision Technology (HWPT) weight-dependent drying system. The patented design is a new feature of the B-Vector kiln control software. The manufacturer says the optional HWPT system is superior to standard in-kiln-probe and electrical resistance metering systems. It calculates the moisture content of the timber by using load cells to measure the weight of the whole stack wirelessly and can be installed on kiln carts. Brunner-Hildebrand’s engineer worked with the Nukor and RF Gevers technical team to assemble the kilns. Immediately after installation, the kilns were commissioned, operators trained, and drying began.
“We have received excellent feedback from the sawmill management, who are happy with the
performance of the kilns. Our top-quality kiln design and customisable B-Vector control system achieve much higher timber quality than their existing kilns.”

A stack of dry lumber fresh from the kiln.
Original Article by Woodbiz Africa